Go beyond 6 Sigma in Safety

Six Sigma since it’s originally developed by Motorolla at the end of 1986 and popularly introduced by General Electric in the mid of 1990 has helped many companies to increase it’s competitive advantage especially as cost leadership strategy. Billion US Dollar has been saved and contribute to higher profit of a lot of companies world wide. But the ultimate question is achieving 6 Sigma enough?
Six Sigma process level guarantee process to be 99.99966% defect free or it’s only allowed the process to produce maximum 3.4 defect per 1 million product. For manufacture process, achieve 6 sigma process level is very outstanding achievement and could deliver it to be top world class manufacture, but for safety achieving 6 sigma is never enough. Let’s say in aviation industry, if it’s allowed for the jet machine to have failure 3.4 hour for every 1 million flight hour maybe it’s good number for some reason. But imagine if the machine is failure during the plane is on the 35k-45k above sea level the risk could be fatal. Or let’s say in manufacture industry, if we adopt 6 sigma level for manufacture safety it means we allowed 3.4 Hour of Lost Time due to injuries for every 1 million safe working hour. Is 3.4 Hour lost due to injuries tolerate? For any reason there should be no injuries can be tolerate as it’s impact to the greatest companies’s asset –human-.
So how is the ideal sigma level for safety? The ideal one should be 100% defect free, or if we convert into sigma level the ideal level is 7 Sigma. Sound’s too idealist isn’t it? Yes, we must be an idealist in safety as if we tolerate one injuries happen it could trigger another one to come again…again…and again. This is the challenge for each safety practitioners to make it happen.
Even six sigma process level is not enough but Six Sigma methodology could be applied in safety improvement. How Six Sigma methodology applied in six sigma is through famous DMAIC process
• Define
The purpose of this step is to articulate the current safety problem, scope of the project, what is the project goal, who will work as the change agent team and who is the stakeholder interested in this project. During this process, it’s also crucial to have senior and top management commitment to support the project. Visible leadership is important aspect in every improvement program and cultural change program
• Measure
The purpose of this step is to establish current baselines as the basis for the improvement. This process consist of several activities : Develop data collection plan, Collect Data, Measure data and benchmark to top performers. Good data is the heart of the DMAIC process
• Analyze
The purpose of this step is to identify, validate and select root cause why the gap occur. Identifying the root cause can use many tools such as Fish Bone, Apollo Root Cause Analysis or another root cause technique. To validate the root cause is relevant or not Six Sigma offers many tools and one of the powerful tools is Multivariate analysis.
• Improve
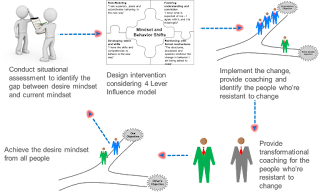
The purpose of this step is to identify, test and implement a solution to the problem; in part or in whole. This depends on the situation. Identify creative solutions to eliminate the key root causes in order to fix and prevent process problems. Use brainstorming or techniques like Six Thinking Hats and Random Word. During safety improvement the focus should be in mindset change as usually the root cause is come from this issue. 4 Lever influence model is one of the powerful technique in change people mindset and behavior
• Control
The purpose of this step is to sustain the gains. Monitor the improvements to ensure continued and sustainable success. Create a control plan. Update documents, business process and training records as required
About the writer
Handito is highly talented and well experienced Top Level Management person who has background career in operation for some Multinational Companies, big 4 consulting, and also a top level management with alot of exposure on strategy development & execution, strategic marketing & business development, commercial negotiation and operational improvement. Now he is enjoy to teach people and organization to negotiate better and get better deal


Comments
Post a Comment